
Discover whether ball valves can maintain a vacuum and how specialized vacuum ball valves are designed for high-performance applications in industries like pharmaceuticals and semiconductors. Learn about the benefits of automation with electric ball valves and electric actuated ball valves, featuring components like ball valve electric actuators and electric ball valve actuators for precise control and efficiency. This concise guide helps you make informed decisions on advanced vacuum valve solutions.
1. Introduction
Ball valves can effectively hold a vacuum when designed with precision and high-quality materials. Specialized vacuum ball valves ensure reliable performance in demanding industries, while electric ball valves and electric actuated ball valves add automation and precision to vacuum systems. With components like the ball valve electric actuator and electric ball valve actuator, these valves deliver efficiency and control. Choosing the right valve solution ensures optimal results for vacuum applications.
2. Understanding Ball Valves and Their Functionality
Explanation of how ball valves work.
A ball valve works by using a spherical ball with a hole through its center to control the flow of liquids or gases. When the valve is open, the hole aligns with the pipeline, allowing flow to pass through. Turning the handle 90 degrees rotates the ball so the hole is perpendicular to the pipe, completely stopping the flow. Their simple design, tight sealing, and easy operation make ball valves a reliable choice for various applications.
Overview of the materials and design aspects that contribute to their efficiency.
Ball valves achieve their efficiency through durable materials like stainless steel, brass, and PVC, which ensure resistance to corrosion, pressure, and extreme temperatures. Their design features, including a precision-engineered spherical core and advanced sealing mechanisms, minimize leakage and enable smooth flow control. Compact construction and compatibility with automation further enhance their reliability and performance in diverse industrial applications.
General conditions ball valves are designed to manage, including pressure and flow control.
Ball valves are designed to handle a wide range of conditions, including high-pressure and high-temperature environments. They provide precise flow control by allowing quick shut-off and smooth regulation of liquids or gases. With their robust construction, ball valves ensure leak-proof sealing and efficient operation, making them suitable for diverse applications like industrial processing, chemical handling, and fluid distribution systems.
3. Holding Vacuum with a Ball Valve
Detailed explanation of the capabilities of ball valves in maintaining a vacuum.
Ball valves can effectively maintain a vacuum due to their precision-engineered design and robust sealing mechanisms. The spherical core ensures a tight, leak-proof seal when closed, preventing air infiltration that could compromise the vacuum. Materials like stainless steel and advanced polymers enhance their performance by resisting wear and maintaining integrity under low-pressure conditions. Their reliability and efficiency make ball valves an ideal choice for demanding vacuum applications across various industries.

Key design elements that impact vacuum-holding performance (e.g., tight sealing, material strength).
The vacuum-holding performance of ball valves relies on several critical design elements. Tight sealing mechanisms, such as precision-crafted seats and high-grade sealing materials, prevent air ingress and ensure a leak-proof barrier. Material strength is equally vital, with durable options like stainless steel and advanced polymers providing resistance to wear and deformation under vacuum conditions. Additionally, the precise machining of the spherical core ensures consistent contact with the seals, further enhancing their ability to maintain a stable vacuum in demanding applications.
Examples of typical industries that require vacuum ball valves, such as food processing, pharmaceuticals, and semiconductor manufacturing.
Vacuum ball valves are essential across industries where precision, cleanliness, and control are paramount. For example, in food processing, they help maintain sanitary conditions by preventing contamination during vacuum sealing and packaging. The pharmaceutical industry relies on these valves to uphold sterile environments and control pressure for manufacturing sensitive compounds. Similarly, semiconductor manufacturing demands vacuum ball valves to maintain ultra-clean and controlled conditions essential for producing high-performance chips and circuitry. These industries depend on the reliability and efficiency of vacuum ball valves to meet rigorous operational standards.
4. Vacuum Ball Valve Features and Benefits
Characteristics that make a vacuum ball valve suitable for such applications.
Vacuum ball valves are ideal for applications in industries like food processing, pharmaceuticals, and semiconductor manufacturing due to their precision, durability, and advanced sealing efficiency. Their leak-proof design ensures contamination-free operation, while high-quality materials like stainless steel maintain structural integrity under demanding conditions. Precision machining allows for consistent, reliable performance, meeting the stringent cleanliness and control standards required in these critical industries.
Discussion on quality control measures and certifications that ensure vacuum integrity.
Ensuring vacuum integrity in ball valves requires stringent quality control measures and adherence to recognized industry standards. Manufacturers implement rigorous testing protocols, including helium leak testing and pressure decay evaluations, to confirm seal tightness and performance under vacuum conditions. Compliance with certifications such as ISO 9001 or ASME standards guarantees consistency, reliability, and adherence to global best practices. These measures uphold the durability and precision required for demanding applications across critical industries.
The role of global manufacturers in designing high-performance vacuum ball valves.
Global manufacturers play a pivotal role in designing high-performance vacuum ball valves by combining engineering innovation with advanced material selection to meet the diverse needs of specialized industries. Their expertise enables the development of valves that deliver superior sealing capabilities, durability, and precision under stringent operational conditions. By staying at the forefront of technological advancements and adhering to global standards, these manufacturers ensure their products align with the unique demands of sectors like pharmaceuticals, food processing, and semiconductor manufacturing.

5. The Role of Electric Ball Valves in Vacuum Applications
Introduction to electric ball valves and their increasing use in automated systems.
Electric ball valves are becoming increasingly popular in automated systems due to their precision control, operational efficiency, and seamless integration with modern technologies like IoT and advanced sensors. Unlike manual counterparts, these valves enable automated flow regulation with exceptional accuracy, reducing human error and improving system reliability. Their adaptability to control systems across industries, from manufacturing to water treatment, makes them a critical component in achieving optimized, intelligent operations.
Explanation of electric actuated ball valves and how they enhance control in vacuum systems.
Electric actuated ball valves are vital in vacuum systems, offering unparalleled precision and automation for flow control. By leveraging motorized actuation, they enable swift and accurate adjustments, ensuring consistent vacuum integrity without manual intervention. Their reliability, combined with advanced control capabilities, minimizes process variability and enhances operational efficiency, making them indispensable in industries demanding high levels of performance and accuracy.
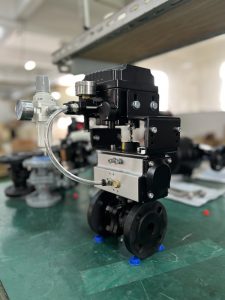
Advantages of using a ball valve with an electric actuator, such as precision and remote operation.
Ball valves with electric actuators offer significant advantages, including high precision control and the ability to operate remotely, streamlining system management. Their motorized function ensures accurate, consistent flow adjustments, eliminating the need for manual intervention while reducing the risk of human error. This combination of automation and reliability enhances efficiency and flexibility, making them ideal for complex and demanding applications across various industries.
6. Applications of Electric Ball Valves in Vacuum Systems
How electric ball valve actuators contribute to operational efficiency in vacuum systems.
Electric ball valve actuators significantly enhance operational efficiency in vacuum systems by delivering precise, automated control over flow adjustments. Their ability to maintain consistent vacuum levels eliminates the need for manual oversight, reducing variability and human error. With advanced automation and reliability, these actuators streamline operations, ensuring optimal performance in industries requiring strict vacuum integrity and high-throughput processes.

Real-world examples from industries adopting this technology.
Electric ball valve actuators are increasingly adopted across industries such as pharmaceuticals, food processing, and semiconductor manufacturing, where precision and reliability are critical. In pharmaceuticals, they ensure accurate control in sterile processes, while in food processing, they maintain hygienic standards and optimize production flow. Semiconductor manufacturing leverages this technology to sustain vacuum integrity and prevent contamination in intricate fabrication processes, showcasing the versatility and operational benefits of these systems.
Discussion on safety and reliability with electric ball valves in vacuum settings.
Electric ball valves are engineered for exceptional safety and reliability in vacuum settings, ensuring airtight sealing to maintain vacuum integrity and minimize the risk of leaks. Their automated operation reduces manual handling, lowering the chance of errors in critical processes. By delivering consistent and precise performance, they provide dependable functionality in applications where maintaining a stable vacuum is essential, such as research laboratories and advanced manufacturing environments.
7. Key Considerations When Choosing a Vacuum Ball Valve
Factors to consider, such as material compatibility, size, and sealing design.
When selecting electric ball valves for vacuum systems, factors like material compatibility, size, and sealing design play a crucial role in ensuring optimal performance. Ensuring the valve materials are compatible with the process media prevents corrosion and contamination, while choosing the correct size guarantees efficient flow control without compromising vacuum integrity. Additionally, a robust sealing design is essential to maintain airtight conditions, reduce leaks, and uphold system reliability in demanding vacuum applications.
Importance of selecting a valve with a suitable electric actuator for the specific operational needs.
Choosing a valve with a suitable electric actuator tailored to specific operational needs is essential for achieving optimal performance, efficiency, and reliability. A correctly matched actuator ensures precise control, minimizes energy consumption, and accommodates the demands of the application, whether it involves high pressure, extreme temperatures, or rapid response times. This alignment between components not only enhances system functionality but also reduces the risk of downtime and maintenance in critical operations.
The role of certifications and global standards in ensuring product reliability.
Certifications and adherence to global standards are pivotal in ensuring the reliability of electric ball valves and actuators, particularly in demanding applications. Compliance with recognized standards guarantees that these components meet stringent quality, safety, and performance benchmarks. This not only instills confidence in their durability and functionality but also ensures consistency across industries requiring precise, dependable, and high-integrity systems.
8. FAQS
Q1: Can ball valves hold vacuum effectively?
Yes, ball valves are designed to hold vacuum effectively when built with the appropriate materials, sealing design, and quality control standards. High-quality valves with airtight sealing ensure vacuum integrity by preventing leaks and maintaining consistent performance in demanding applications.
Q2: What is the typical delivery time for ball valves suitable for vacuum settings?
Delivery time depends on the product specifications and order volume but usually ranges between 4 to 8 weeks. Custom or specialized configurations may require additional time.
Q3: How are the valves packed to ensure safe transportation?
Valves are carefully packed in durable, protective materials to prevent damage during transit. This includes wooden crates, foam padding, or vacuum-sealed packaging when necessary to maintain product integrity.
Q4: What are the available price terms for ordering ball valves?
Price terms, such as FOB (Free on Board), CIF (Cost, Insurance, and Freight), or EXW (Ex Works), are typically offered based on customer requirements and shipping preferences. Precise pricing depends on the valve’s specifications and order quantity.
Q5: What is the warranty period for ball valves designed for vacuum applications?
The warranty period for ball valves depends on the manufacturer but typically ranges from 12 to 24 months. This warranty covers material defects and workmanship under normal operating conditions.

9. Conclusion
Ball valves, when designed with precision and quality materials, can effectively hold a vacuum. Vacuum ball valves ensure reliability in demanding applications, while electric ball valves and electric actuated ball valves enhance automation and precision. With advancements like the ball valve electric actuator and electric ball valve actuator, these solutions provide superior control and efficiency, making them essential for modern vacuum systems.